I'm an Erasmus Mundus Scholarship recipient in the field of Tribology of Surfaces and Interfaces. The masters program takes place in four different universities namely University of Leeds (UK), University of Ljubljana (Slovenia), University of Coimbra (Portugal) and Lulea Technical University (Sweden).
Surface Modification Techniques
11.07.2022
Table of Contents
1. Introduction:
Surface enhancement techniques have integrated seamlessly into our daily lives and any modification to this will greatly impact the service life, sustainability and operation ability. For instance, we use a piece of glass with a coating on its back side to evaluate our look each morning. [1] In a similar way we see that high-performance surface layers in the diesel engine injection system significantly contributes to the engine’s proper operation. [2]
Materials, and especially their surfaces, reach their performance thresholds under the applied stresses and are coated in a wide variety of applications, not just in automotives. Surface polishing enhances mechanical, electrical, and optical qualities as it protects the surface from contamination, corrosion and oxidation thus helping in maintaining it in a great condition for longer time. [3] Additionally, it determines visual quality, and allows distinction and recognition. It also helps to reduce wear and friction problems while providing protection against corrosion and erosion. Therefore, a wide variety of industrial operations benefit greatly from coated surfaces in terms of cost efficiency and productivity. [4] Fig-1 depicts the overview of surface modification techniques.
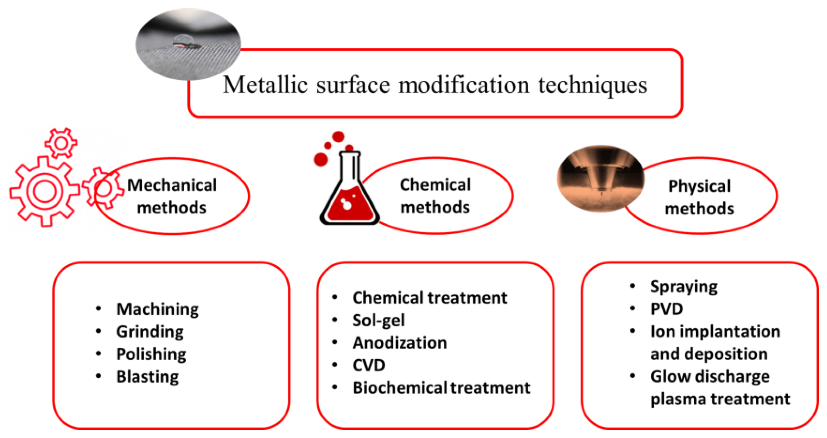 Fig-1 Overview of Surface modification techniques [5]
Fig-1 Overview of Surface modification techniques [5]
2. Classification of Surface Enhancement and Surface Coating Techniques:
Surfaces can be modified by surface enhancement techniques or by surface coating techniques. [6] Enhancement technologies involves microstructural enhancement and chemical enhancement. In microstructural enhancement we use thermal and mechanical techniques such as quenching [heat treatment], laser hardening, induction hardening, shot peening and flame hardening as depicted in fig-2 & 3. Mechanical processes such as shot peening helps us in surface modification by work hardening the surface layers and as a result of this the structural performance of the materials under cyclic loading are improved. In this small spherical shot balls are directed on to the surface with high velocities and which helps us in achieving the work hardened material. This helps in prevention of fatigue and stress corrosion failures. Whereas in chemical enhancement we use techniques such as boriding, nitriding, carburizing etc as shown in fig-4. [7,8]
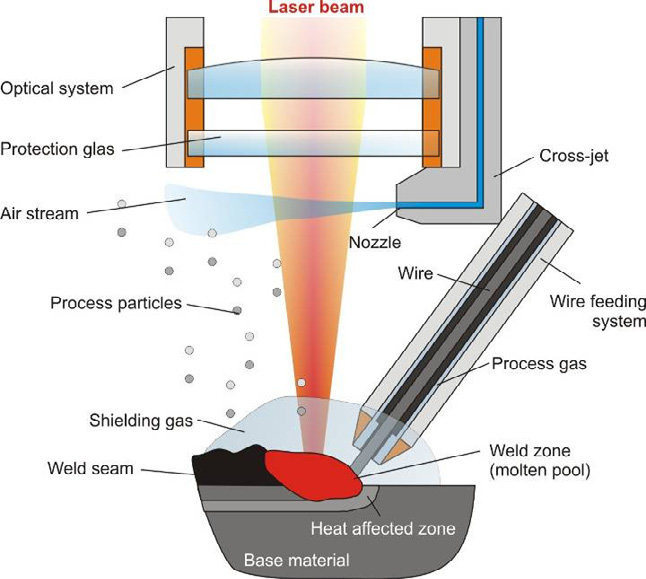
Fig-2 Laser Cladding process [9]
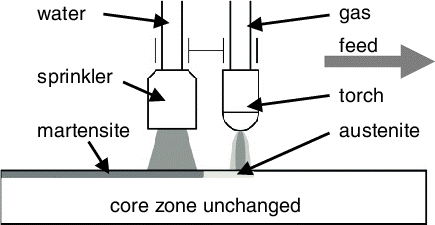
Fig-3 Flame hardening process [10]
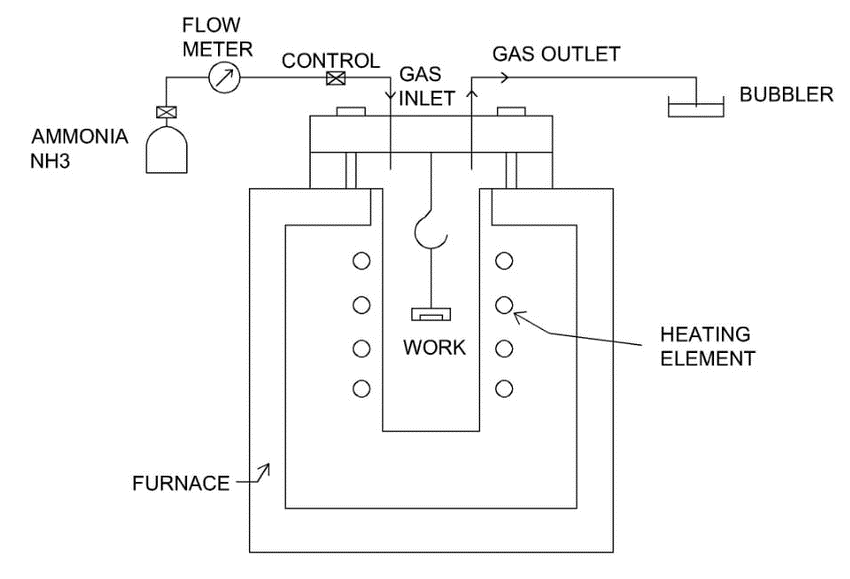
Fig-4 Nitriding process [11]
In surface coating techniques we use methods such as chemical or solution deposition, solid-state deposition, vapor deposition, ion beam deposition etc. [12] Chemical deposition techniques can be divided into electrochemical deposition (as depicted in fig-5) and chemical current‐free deposition, and these are usually employed for composite, polymer, metals and non-metal coatings. The primary advantage of this technique is that it doesn’t have any limit on the thickness of the coating which is being applied unlike in vapor deposition techniques. [13]

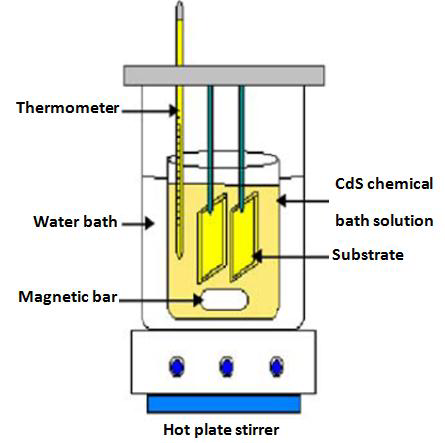
Fig-5 Electrochemical deposition process [14]
a. Solid state deposition: It involves techniques such as cladding and thermal sputtering. In cladding we get very good adhesion between the coating material and the base material as they both melt simultaneously together allowing for thicker deposition and extensive range of materials. [15]
b. Thermal sputtering process: In this the material to be coated is quickly heated in a hot gas medium and then it is sputtered with high speed onto the surface thus creating a coating. The overview of the process is shown in fig-6. It can be of flame or plasma depending on the type of application and process being used. In contrast to cladded coatings, they are not strongly adhered to the base material, more porous and have lower thickness than welding. It comes into role only when the materials are un-weldable. [16]
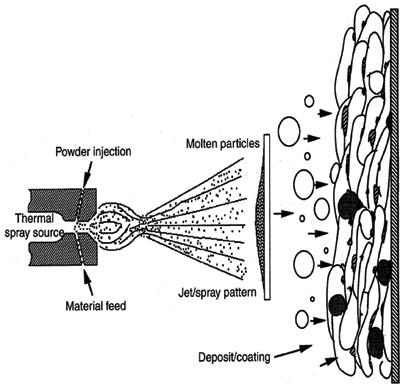
Fig-6 Thermal Sputtering [17]
c. Chemical vapor deposition technique: Vapor deposition techniques can be of chemical or physical. It is commonly referred to as CVD process as depicted in fig-7. In this the elements to be applied as coatings are bought into a reaction chamber via a carrier gas. There would be a chemical reaction which takes place between the gas and the heated material thus allowing the gas mixture to form a condensation film on the base material leading to the formation of coating. [18]
By accurately controlling the composition of the gas mixture, we may deposit a wide variety of wear-resistant coatings, including borides, nitrides, oxides, carbides etc. As a result of the invention of plasma-assisted chemical vapour deposition [PACVD], the reaction temperature at which CVD coatings are produced was lowered from 800-1100oC to 550oC, or even as low as 300 to 200oC for cases such as TiN and DLC coatings. [19]
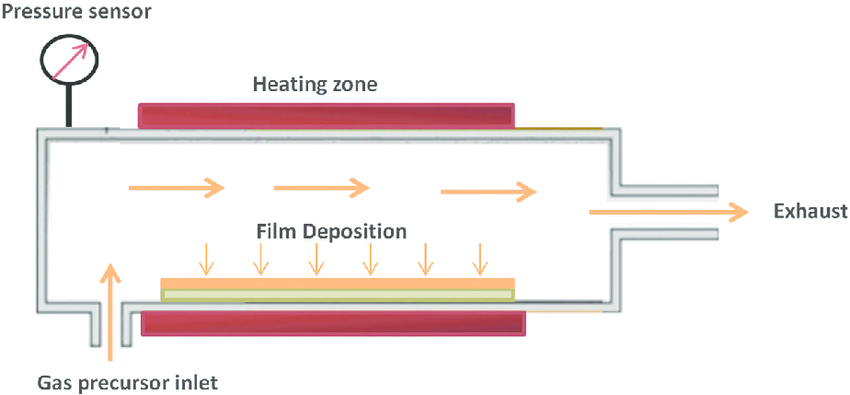
Fig-7 Chemical Vapor Deposition [20]
d. Physical Vapor Deposition [PVD] technology: It entails the spraying or evaporation of a solid-state source or target material and the deposition of the substance as a coating onto the interface. [21] For the method to accomplish the required adhesion, structural control, and coating deposition at low temperatures, special [more contemporary] techniques are required. In addition, PVD methods allow for the continual modification of coating characteristics via film as well as the application of composite alloys, multilayer alloys, and structures. [22] The overview of the PVD process is shown in the below figure.
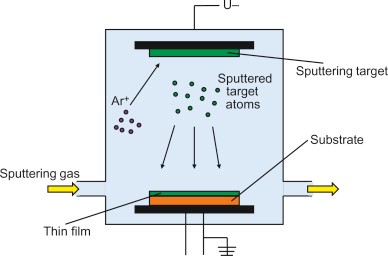
Fig-8 Physical Vapor Deposition [23]
e. Ion beam deposition technique: It refers that it is possible that the ions have enough energy to be implanted or integrated into the interface as a result of their contact with the surface (fig-9). Even if it doesn’t result in the formation of a coating, it may improve the interface’s tribological characteristics. The creation of a high-energy ion beam provides the ions with enough energy to implant. [24]
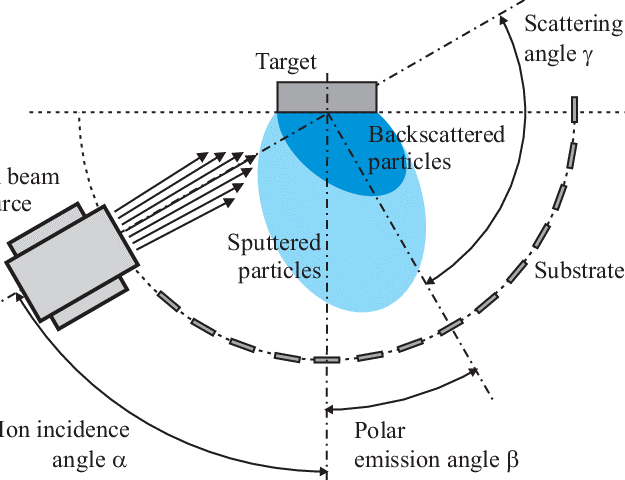
Fig-9 Ion beam deposition [25]
3. Choosing the proper surface modification method:
The interface must have relevant properties, such as shear resistance, hardness, thermal expansion, elasticity, damage tolerance and adhesion, to satisfy the appropriate tribological criteria. [26] Four distinct surface regions [substrate, interlayers, coating and the interface] with unique characteristics must also be distinguished and taken into account in hard coating-covered interfaces. A basic resilience of the material, suitable thermal and elastic characteristics provided by its composition and microstructure, as well as porosity and homogeneity, are required of the substrate. The adhesion and shear resistance of the interface toward the bulk material and the coating are the most crucial characteristics of the interlayer. The coating should be adequately resistant to wear, possess low shear strength, good adhesion to interlayer. These characteristics are dictated by the coating’s composition, microstructure, and porosity. [27] We must consider chemical reactivity and surface roughness in relation to shear resistance on the surface [the “interface”]. [28]
The main problem with surface modification is that it is difficult to achieve the bulk of required qualities. For instance, good adhesion at the seam where the hard coating meets the base, the interface material’s lack of reactivity with the contacting substance, or the hard surface layer’s high hardness and toughness. It is typical for toughness and adhesivity to decline as hardness and wear resistance rise. After a coating or surface enhancement procedure, the characteristics of the base material may occasionally deteriorate. The system always calls for layer-by-layer optimization. As a result, while improving the product interface, the final design and construction of the interfaces are always a compromise between numerous technological needs, system attributes, and economic considerations.
4. References:
- Paul, S. 1985. “Surface coatings. Science and technology”. United States.
- Reif, Konrad. [2014]. Diesel Engine Management: Systems and Components. 10.1007/978-3-658-03981-3.
- Mingli Xie, Yipeng Pan, Zijun An, Shijun Huang, Min Dong, “Review on Surface Polishing Methods of Optical Parts”, Advances in Materials Science and Engineering, vol. 2022, Article ID 8723269, 30 pages, 2022. https://doi.org/10.1155/2022/8723269
- Tejero-Martin, D., Rezvani Rad, M., McDonald, A. et al. Beyond Traditional Coatings: A Review on Thermal-Sprayed Functional and Smart Coatings. J Therm Spray Tech 28, 598–644 [2019]. https://doi.org/10.1007/s11666-019-00857-1
- Li J, Zhou P, Attarilar S, Shi H. Innovative Surface Modification Procedures to Achieve Micro/Nano-Graded Ti-Based Biomedical Alloys and Implants. Coatings. 2021; 11[6]:647. https://doi.org/10.3390/coatings11060647
- Shibe, & Chawla, Vikas. [2014]. A Review of Surface Modification Techniques in Enhancing the Erosion Resistance of Engineering Components 1. International Journal of Research in Mechanical Engineering & Technology. 4. 2249-5762.
- Kapil Gupta, Neelesh Jain, Rudolph Laubscher, Surface Property Enhancement of Gears, Advanced Gear Manufacturing and Finishing, Academic Press, 2017, Pages 167-196, ISBN 9780128044605, https://doi.org/10.1016/B978-0-12-804460-5.00006-7.
- Residual Stresses Produced by Quenching of Martensitic Steels, Saleem Hashmi, Gilmar Ferreira Batalha, Chester J. Van Tyne, Bekir Yilbas, Comprehensive Materials Processing, Elsevier, 2014, Pages 271-298, ISBN 9780080965338, https://doi.org/10.1016/B978-0-08-096532-1.01209-7.
- Klocke, Fritz & Brecher, Christian & Heinen, Daniel & Rosen, Chris-Jörg & Breitbach, Tobias. [2010]. Flexible scanner-based laser surface treatment. Physics Procedia. 5. 467-475. 10.1016/j.phpro.2010.08.169.
- Martin, Feistle & Koslow, Ilja & Krinninger, Michael & Golle, Roland & Volk, Wolfram. [2017]. Reduction of Burr Formation for Conventional Shear Cutting of Boron-alloyed Sheets through Focused Heat Treatment. Procedia CIRP. 63. 493-498. 10.1016/j.procir.2017.03.161.
- Gopal, Arunkumar. [2020]. Importance of Plasma Nitriding Process-A Case study of 40Cr4Mo3 Material. 10.1109/ICONSTEM2019.8918841.
- Kern, Werner & Schuegraf, Klaus. [2001]. Deposition Technologies and Applications. 10.1016/B978-081551442-8.50006-7.
- Paunovic, Milan. [2007]. Electrochemical Deposition. 10.1002/9783527610426.bard050003.
- Djelloul, Abdelkader & Adnane, Mohamed & Larbah, Youssef & Zerdali, M. & Chewki, Zegadi & Messaoud, A. [2016]. Effect of Annealing on the Properties of Nanocrystalline CdS Thin Films Prepared by CBD Method. Journal of Nano- and Electronic Physics. 8. 02005-1. 10.21272/jnep.8[2].02005.
- Olayinka, Abegunde & Akinlabi, Esther & Oladijo, Philip & Akinlabi, Stephen & Ude, Albert. [2019]. Overview of thin film deposition techniques. AIMS Materials Science. 6. 174-199. 10.3934/matersci.2019.2.174.
- Roger Kelly, Thermal sputtering as a gas-dynamic process, Nuclear Instruments and Methods in Physics Research Section B: Beam Interactions with Materials and Atoms, Volume 46, Issues 1–4, 1990, Pages 441-447, ISSN 0168-583X, https://doi.org/10.1016/0168-583X[90]90744-F.
- “Thermal spray as a sputter target production method.” Glass Canada, 30 April 2009, https://www.glasscanadamag.com/thermal-spray-as-a-sputter-target-production-method-1124/
- Jan-Otto Carlsson, Peter M. Martin, Chapter 7 – Chemical Vapor Deposition, Handbook of Deposition Technologies for Films and Coatings [Third Edition], William Andrew Publishing, 2010, Pages 314-363, ISBN 9780815520313, https://doi.org/10.1016/B978-0-8155-2031-3.00007-7.
- J. Archer, The plasma-assisted chemical vapour deposition of TiC, TiN and TiCxN1−x, Thin Solid Films, Volume 80, Issues 1–3, 1981, Pages 221-225, ISSN 0040-6090, https://doi.org/10.1016/0040-6090[81]90225-X.
- Zhang, Qi & Sando, Daniel & Valanoor, Nagarajan. [2016]. Chemical Route derived Bismuth Ferrite Thin films and Nanomaterials. J. Mater. Chem. C. 4. 10.1039/C6TC00243A.
- Mahan, J. E., Physical Vapor Deposition of Thin Films. 2000, p. 336.
- M. Rossnagel, “Thin film deposition with physical vapor deposition and related technologies”, Journal of Vacuum Science & Technology A 21, S74-S87 [2003] https://doi.org/10.1116/1.1600450
- Ghader Faraji, Hyoung Seop Kim, Hessam Torabzadeh Kashi, Introduction, Severe Plastic Deformation, Elsevier, 2018, Pages 1-17, ISBN 9780128135181, https://doi.org/10.1016/B978-0-12-813518-1.00020-5.
- Weissmantel , “Ion beam deposition of special film structures”, Journal of Vacuum Science and Technology 18, 179-185 [1981] https://doi.org/10.1116/1.570719
- Mateev, Maria & Lautenschläger, Thomas & Spemann, Daniel & Finzel, Annemarie & Gerlach, Jürgen & Frost, Frank & Bundesmann, Carsten. [2018]. Systematic investigation of the reactive ion beam sputter deposition process of SiO2. The European Physical Journal B. 91. 10.1140/epjb/e2018-80453-x.
- Natesan, K. 2000. “Surface modification: advantages, techniques, and applications”. United States. https://www.osti.gov/servlets/purl/752861.
- Akhter, Rumana & Zhou, Z. & Xie, Zonghan & Munroe, Paul. [2021]. Enhancing the adhesion strength and wear resistance of nanostructured NiCrN coatings. Applied Surface Science. 541. 148533. 10.1016/j.apsusc.2020.148533.
- Abid, Jawad & Raza, Hassan & Akhtar, Awais & Gohar, Ghulam & Ullah, Sana & Akram, Muhammad & Raza, Yasir & Bukhari, Muhammad. [2020]. Effect of Surface Roughness on Shear Strength of Bonded Joints of Aluminum AL 6061 T6 substrate. VW Applied Sciences. 2. 10.36297/vw.applsci.v2i2.38.
Be the first to comment