Dr. Rick Shankman, ACS APS AIChE MIET is the CEO at Phantaslube LLC, maker of patented Phantaslube® (nontoxic, graphene-based) molecular nanopolishing lubricant technology. Dr. Shankman's research also includes the bottom-up reflux synthesis of graphene from simple carbonaceous precursors and subsequent hydrophobic self-assembly of large area graphene films on the surface of water.
In Situ Nanopolishing (ISN): A New Lubrication Paradigm Aimed at Permanent Surface Perfection
23.04.2016
All conventional lubricants borne of classic hydrodynamic theory are designed to provide lubricity. Inherent in the desire to provide lubricity to mechanical systems is the desire to protect the interacting metal surfaces from wear. Much effort in tribology is dedicated to engineering anti-wear (AW) additives, often designed to curb excessive wear by coating surface asperities with sacrificial metallochemical compounds that facilitate easier shearing at the frictional interface. Alternatively, hard AW coatings such as detonation nanodiamond (DND) and diamond-like carbon (DLC, a/k/a tetrahedral amorphous carbon – TaC), seek to protect the underlying metal surfaces by means of seemingly impenetrable barriers. Regardless of the methods employed, the mission of all conventional hydrodynamic lubricant formulations remain the same; protection of the metal interacting surfaces.
Anti-wear technologies are actually counterproductive and obsolete
Conventional anti-wear protection of interacting mechanical friction surfaces is counterproductive. Wear, the demonized enemy of hydrodynamic lubrication, is actually its savior in disguise. Explained simply, tribological efforts at preservation of the underlying metal are, necessarily and unavoidably, efforts in the preservation of undesired friction; as the asperities present on all such metal surfaces are the root cause of friction. Said otherwise, protection of metal parts is, unfortunately and undesirably, corresponding perpetuation of the friction that hydrodynamic lubrication seeks to overcome. If the viscosity of lubricants is increased to overcome the mean height of surface asperities (increased ratio of lubricant film thickness to root mean square (RMS) surface roughness, known as lambda according to the following equation: λ = h/σ), the lubricant itself then becomes an additional source of friction due to reduced fluidity. True lubricant laminar flow at the nanoscale is unattainable in the presence of surface asperities. Asperities on the surface of lubricated parts cause nanoscopic turbulent flow dynamics, resulting in induced stall regions and expanding vorticies that contribute macro-scale friction to lubricated mechanical systems. In order to achieve maximum efficiency in any lubricated mechanical system, surface asperities must be removed; this means carefully engineered and purposeful surface wear must occur.
Desirable and productive surface wear through nanopolishing agents
ISN technologies seek to accomplish this controlled and desirable polishing wear of metallic friction surfaces as the hydrodynamically lubricated mechanical systems in which they are employed operate normally. Asperities are thus removed slowly and safely over time. The early – commercially unfeasible – embodiments of ISN technology used complex, externally added, nanopolishing agents in the lubricants. These lab-synthesized nanoparticles took the form of known hard and abrasive compounds such as alumina, silica, ceria, titania, nanodiamond, cubic boron nitride and molybdenum oxide. Some of these early nanopolishing agents were paired with additional layered planar microparticles (such as graphite, hexagonal boron nitride, molybdenum disulphide and even soft magnesium silicates), in an attempt to further enhance the underlying metal’s surface morphology via filling of asperity valleys; this filling of asperities imparting some of the physical properties of greater surface smoothness, above and beyond any true nanopolishing effect had from the abrasives portion alone. Much of the difficulty in implementation of these early ISN attempts came in the complexity of the synthesis methods for the nanoparticles, coupled with the need to correctly determine the exact (efficacious) ratio of of such particles to their liquid lubricant suspension media. Of equal difficulty was identifying the exact size of the nanoparticles necessary to most effectively accomplish the polishing effect. Two pioneers in ISN theory, Dr. Mohsen Mosleh, and Dr. Khosro Shirvani, opined that the optimum diameter of nanopolishing agents (dubbed Surface Conditioning Nanoparticles – “SCN”) should be no more than half the Rave value of the surface to be polished.
In Drs. Mosleh and Shirvani’s experiments, this optimum polishing agent diameter was calculated to be 35 nm, based on an average Rave of 100 – 200 nm for most common automotive engine parts. Dr. Mosleh’s chosen “SCN” abrasives took the form of nanodiamond, aluminum oxide, silicon oxide, boron carbide, silicon carbide and zirconium oxide; all chosen for a hardness ≥ 7 Mohs.
In situ synthesis (ISS) of nanopolishing agents: ISN’s quantum leap forward
Latter commercially-viable ISN technology efforts took the form of in situ synthesized nanopolishing agents, formed ad hoc inside the lubricated mechanical system as, and exactly where, needed. This in situ synthesis (ISS), (ISN) technology, made use of the (nanoscale) extreme heat of asperity tip interactions (nano/micro-welding), to form surface-graphitized abrasive nanoparticles (SGANs) from carefully chosen liquid chemical precursors added to the circulating lubricant. As these chemicals circulated using the lubricant as their carrier, they underwent pyrolysis during the nanoscopic plasma events occurring during violent asperity tip collisions; these chemical reactions yielding graphene that encapsulated the newly generated molten metal third-body wear particles into solid, abrasive, endohedral metallofullerenes. This ISS/ISN technology was later (and is now currently), commercially marketed as Phantaslube® molecular nanopolishing lubricant additive.
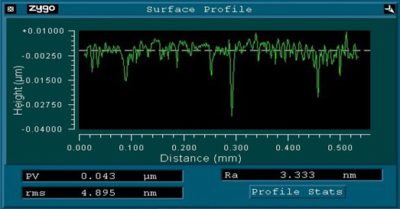
These (Phantasmene™) spherical SGANs have diameters dictated by the size of the removed asperities that formed them; this is to say that the earlier problems associated with determining the optimum diameter of ex situ nanopolishing particles are now solved by allowing the friction event itself to control the size of the nanoparticle necessary to defeat it. These SGANs then cut through remaining surface asperities, leaving ploughing plastic deformation wear channels in their wake, polishing the surfaces of metal to near atomic-level perfection (Rave values in the low single-digit nm range, approaching zero – see interferometer image at the top of page), while concurrently surface hardening the metal below due to the compressive forces involved in creating the wear channels. As a tribological bonus, additional graphene synthesized in the pyrolysis reaction is allowed to circulate in the lubricant as a coating and heat-transfer agent; this, the most effective (lowest mass/highest surface area) heat-transfer agent currently known to mankind. As these SGANs themselves become abraded and shed graphitic layers, they reduce in diameter to a final form believed to be  1.2 – 1.5 nm in diameter.
1.2 – 1.5 nm in diameter.
As these SGAN endohedral metallofullerenes contain metal oxide cores, they exhibit ferromagnetism and stick to the metal surfaces as permanent nanobearings, preventing future metal-to-metal contact between parts and imparting as close to a superlubric state (friction coefficients estimated around 0.01) as may be possible to achieve in any real-world mechanical system.
ISN technology’s revolutionary tribological results
The surface profile data image at top illustrates ISN’s ability to produce friction surface Rave values in the low single-digit nm range (Rave < 4 nm, RMS < 5 nm). Dr. Jay Narayan, another early ISN pioneer, reported ISN-induced reduction of friction coefficients in his vehicle test engines to levels of CoF  0.01. Dr. Narayan also recorded maximum fuel efficiency gains of 35%, with maximum 90% reductions in carbon emissions from test vehicle engines. Dr. Mosleh’s surface conditioning nanoparticle (SCN) results were somewhat less astonishing. Dr. Mosleh measured his SCN-induced surface smoothening results to be between 6 – 8% improvement, depending on the metallic engine part analyzed.
0.01. Dr. Narayan also recorded maximum fuel efficiency gains of 35%, with maximum 90% reductions in carbon emissions from test vehicle engines. Dr. Mosleh’s surface conditioning nanoparticle (SCN) results were somewhat less astonishing. Dr. Mosleh measured his SCN-induced surface smoothening results to be between 6 – 8% improvement, depending on the metallic engine part analyzed.
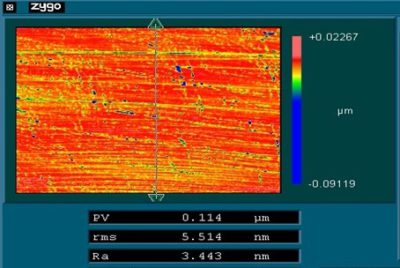
The Author’s ISS-ISN test results have been a bit more shocking. Phantaslube® ISS-ISN technology has reported anywhere from 10 – 50% improvements in fuel economy in on-road, real-world testing. Recent over-the-road (OTR) semi truck testing yielded a reported 21.5% improvement in fuel economy during a 1,200+ mile, 8 U.S. state, evaluation run. Further, detailed interferometer data of the surface profile of a treated engine part showed a 6,000+% improvement in surface smoothness (initial Rave = 221.6 nm to final Rave = 3.4 nm), a corresponding 99% reduction in asperity heights. Naturally, such advancements in surface perfection open a host of new doors in engineering possibilities, as the resulting massive increases in actual contact area of interacting metal parts (approaching designed “nominal” surface areas) mean markedly increased load carrying capacities; these hugely increased contact areas imparting near unlimited longevity to any so-lubricated mechanical system. It is important to note that modern tribological science reveals that < 2% of the nominal metal contact area is ever in actual contact with its corresponding interacting surface due to the presence of asperities. Further, real-world performance of ISS-ISN lubricated systems, over time, show that engines utilizing this new lubrication approach begin to attain design (perfect-world) maximums.
Under this new ISN lubrication paradigm, we tribologists are now forced to recognize surface “wear” (albeit engineered and purposeful) as friend rather than evil foe.
Credit for images: Used by permission of Phantaslube LLC, a Peerless Worldwide company. Interferometer data courtesy of Zygo Corporation, an AMETEK company.
The Author declares a competing personal/employment financial interest in Phantaslube LLC and its patented Phantaslube® molecular nanopolishing lubrication technology, as the inventor of such ISS-ISN (SGAN) technology, and the CEO of Phantaslube LLC and its parent company, Peerless Worldwide, LLC, the assignee of the relevant Patents.
Leave a Reply
You must be logged in to post a comment.
I think this is an excellent article and the idea of ISS is impressive. From my experience, the wear models predict polishing of the surfaces due to wear, but the presence of the third body ruins everything. Utilizing wear particles in the polishing process is an elegant method to reduce the roughness and get rid of the particles. I am curious about the mechanism of the graphene attachment to the wear particle, how does this happen? Does it generate a chemical bonding of graphene to the metal?
With regard to the wear models, I once had substantially the same conversation with Dr. Greg Sawyer (Ebaugh Professor of Solid Mechanics/Tribology at UF, Gainesville, Florida). Greg’s position was that two metallic interacting surfaces would never “polish” themselves smooth without an agent. My thoughts are that the models do not account for the real damaging factor – heat! Heat, generated from frictional contact, is the real enemy. As asperities interact and weld together, enormous heat (on the nanoscale) is generated. When the welded asperity tips tear apart from their bases, heat from the event causes subsurface damage unaccounted for in the models. This weakening of the metal causes future asperities to form at the new surface, perpetuating the wear cycle. Of course there is initial so-called “run-in wear” in mechanical systems, but this will never produce atomic-level surface smoothness seen with ISN.
As for the SGAN formation in ISS-ISN, the graphene is believed to encapsulate the molten metal third-body wear particle due to the metal’s desire to reoxidize as rapidly as possible. Phantaslube’s chemical precursors provide the molecules necessary to encourage this process, forming sp2 graphitic carbon for the coating, rather than amorphous carbon “sludge” normally seen in lubricating oils. At the core, it is believed that the Fe undergoes a BCC to FCC (inverse spinel) shift, “tricking” the carbon ions into thinking they are forming a Bucky diamond. In fact, they are forming an endohedral metallofullerene with a ferric oxide core. It is further postulated that the oxygens interact with the graphene’s carbons to impart abrasive graphene oxide (GO) physical properties to the resulting sphere.
Sounds like a complex process! 🙂 Is it necessary for metal to be molten? I mean, to get high temperatures to melt the metal, there must be some speed, right? I am also wondering, if you could point to some articles regarding the plasma generation in the contact?
Tribonet, articles regarding the generation of plasma events during frictional contact are on Tribonet! Molecular Dynamic Simulations of Zinc Phosphate – Iron Oxide Reaction, posted 04/04/2016, discussed observation of the zinc polyphosphate layer of the ZDDP surface reaction transforming from solid to liquid state; this suggesting the development of sufficient heat to induce a “triboplasma” event. Further, Relativistic Tribology, Tribo Plasma, posted 12/02/2016, discusses the notion of induced plasma events in tribological (friction) contacts.
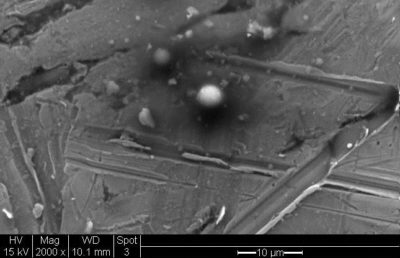
With regard to ISS-ISN, the proof of the plasma event is the fact that there are SEM images of the SGANs on the surface of the metal. Sufficient heat to permit the chemical reactions necessary to form them must have occurred. I recently had this same discussion with Dr. Mohsen Mosleh (PhD MechE MIT 1994) and pointed him to this very revealing linear friction welding video … https://www.youtube.com/watch?v=umEuqbgVOR8
In the slow-motion video, be sure to note the white-hot spherical metal third-body particles flying (and later exploding) from the frictional contact zone!
Nice video, thanks for sharing! Tribo plasma is something impressive, there is not much available in the literature. I am wondering, if there is any simple way to estimate the conditions for plasma to occur?
This question of the heat necessary to induce the plasma event is an interesting (and ongoing) one. I suggest that the best modelling of this heat comes from the science of FSW (Friction Stir Welding). R. Nandan, et at., Recent Advances in Friction Stir Welding – Process, Weldment Structure and Properties, Progress in Materials Science, 53:980-1023, 2008, has an excellent discussion of the problems in accurately and completely calculating the heat generated during frictional contacts resulting in plastic deformation wear channels.
Nandan, et al. present an interesting equation regarding the conversion of “input power” (force) from the FSW tool to heat. The basic idea being that the heat generated in the FSW (frictional) contact is roughly equivalent to the power input from the welding tool. My guess is that if you adjust the surface area portion of the calculations for RMS (root mean square of roughness due to asperities) and adjust the area to reflect the < 2% "actual" contact area, the input force on the asperity tips (on the nanoscale) is huge. So, if a very small area, and very small mass, is subjected to gigantic forces – and those forces are directly proportional to the heat generated – then the nanoscale friction event must generate unbelievable temperatures; such temperatures undoubtedly sufficient to produce plasma events of very short duration.
I neglected to mention a very important observation possible from the Linear Friction Welding video I posted above. Beginning at 0:25 (sec.) in the video, you can see plasma "plumes" forming at the left-hand sides of the blocks. This would tend to prove that "plasma events" can occur strictly from mechanical frictional interaction in the absence of electric current or externally-applied heat.
For those unfamiliar with FSW, the following video is provided … https://www.youtube.com/watch?v=WVxFu5HR98E
Thanks for the reference! I also found a following book, regarding the plasma events, with simple equation for temperature elevation calculation: Friction Surface Phenomena
Edited by George P. Shpenkov, http://www.sciencedirect.com/science/bookseries/01678922/29. In Chapter 4, the possible mechanism of plasma generation is discussed.
For those who are wondering, a nice quote from Chapter 4 of that book …
“Under normal loads of tens of megapascals,…as the ratio of the actual contact surface area to the nominal one Sact/Snom is less than 0.01, on the microcontacts with diameters in the contact plane of about 3 to 50 μm, pressure is developed amounting up to several thousands of megapascals. As a result, the actual pressure in plastic contacts of asperities approaches the material hardness. Under an ordinary average normal load of P=20 MPa and Snom /Sact =102 the normal contact stress σ is σ ≥ 102 P = 2 GPa that corresponds to HB hardness of some alloyed steels (the deformed copper hardness is 1.2 GPa). So, high pressure (especially during the run-in) accompanied by shear in friction induce some mechanochemical effects, many of them unachievable in other conditions.”
Now, if we consider those forces mentioned above acting momentarily on the (miniscule mass) asperity tips, you just might get some plasma events! For the steel in the SEM photos, you are probably looking at 3,000°C or so to “vaporize” the metal. So, my advice is to look at the equation(s) backwards. If we assume the 3,000°C happened (albeit for a very short time), and we consider the mass infinitesimally small (asperity tips), we can calculate how much “input energy” would be necessary to bring that tiny mass to boil for a fraction of a second.
it looks like this technology is going to be used in IC engines in future to increase their efficiency. i am working on IC engine design which are more efficient and economic as well as mass producible, so i am curious to know few things about the technology. can this technology be applied to engines in mass production? are there any challenges to get this in to production?
Anwesh, ISN can be incorporated into all IC engines during mass production and thereafter. During production, the Phantaslube® is simply added to the lubricant. When the engine leaves the factory, the technology will already be inside. As the engine operates, it will polish itself to eventual perfection. Given the ease of incorporation into any IC production line, there are no barriers to immediate implementation on a mass scale.
wow that is great, how much will be the increase in efficiency will it be the same as you stated above in the explanation of your technology (20% to 35%), have you hired any automobile manufacturers to do this. i have many long term goals to bring highly efficient engines with ultra low toxic emissions in to production closely working with automobile companies. i need to discuss with you, could you please mail me at [email protected]
Anwesh, have a look at the details and data on my LinkedIn page and at http://www.buyphantaslube.com. You can message me through LinkedIn with any questions or find me at [email protected].
hello sir, I am Anwesh, how to buy your product in India, how to get your product to India? i would like to test, demonstrate your technology to a Indian government transport Bus corporation with your permission.
Anwesh, have the government representative or manufacturer representative contact me directly via telephone or email with an official request for a testing and evaluation sample, and Phantaslube® will be sent directly to them at the address specified. We will then provide any technical support requested for development of a suitable testing protocol to achieve the greatest nanopolishing results in the shortest time frame.
ok sir i will do that, but it may take some time. initially engineers may question, “is phantaslube toxic or will it damage the engine?”. they may not believe that a small additive can do this, so i have to educate them first!
i have few questions, how much time will it take to get the increase in efficiency after phantaslube is added in the engine oil? How much time will it take for insitu nano polishing? How long should the engine run after it is added?
How much will be the increase in cost over the price which you are showing in the website, for importing phantaslube to India?
i am a student in automobile engineering, i can not afford to buy the sample, so is it possible to send me a sample of phantaslube for free of cost (not now but at a right time).
there is a lot to discuss with you sir, good if you can share your contact number.
i may be a student but i know how to spread your revolutionary product in India with in lowest time, i would like to participate in your revolution this will help mankind. at the end you can offer me what ever you would like to offer for me after organizations and companies start using this. but i need your support initially. lot of time and some money should be spent to travel across India. (i am a spokes person for 2 companies in India Gomecsys, Cgon which also made technologies to increase efficiency) i also want to become an official spokes person for your company, organizations may question me or misunderstand me if i go to them directly with out any certificate from you.
Kind Regards
Anwesh
Anwesh, the only thing “toxic” is the stuff commonly being used in the industry today. Our ingredients are entirely nontoxic.
As for the time to reach maximum tribological effect, that depends on many parameters, such as the type of system being treated and the mode of operation. As a general rule, the harder and faster the system is run, the quicker the effect of ISN.
After adding Phantaslube® to the engine, you should slowly and steadily increase the RPM to 60% of maximum over the course of 1 to 2 minutes. This helps the nanoparticles get synthesized and started polishing.
As for the importation costs to India, that must be calculated based on Indian customs duties. Our HS Code for Phantaslube® is 381129.
If you wish to contact us by phone, our number is +1 (954) 315-4650.
Anwesh, you can also reach our Chief Mechanic (Anderson) via the Internet on Skype: andersonnoel1.
thank you sir, can you provide your personal mail id. i would like to send a small presentation on how phantaslube can impact the expenditure on diesel of 147000 buses of 55 state public transport undertakings in India.
sir, can i be an official spokes person for phantaslube in India? i will do this on voluntary basis. i just need a certificate from you. i initially need your support. as i am just a student. i can go to any organisation and make them contact you only if i have the certificate!
Kind Regards,
Anwesh.
Anwesh, although I admire your dedication and zeal, Tribonet is not the proper forum for these questions. If you wish to contact us about obtaining a free sample of the technology, please do so via one of the methods already provided above or by email at [email protected].