
Ankit works in the Mechanical Maintenance Division of Hot Strip Mill, Jindal Stainless in India. He has keen interest in HVAC , Hot Rolling Machinery & Equipment, and Industrial Hydraulics.
Spalling Damage
08.02.2022
Table of Contents
Bearing Failure Modes
Bearing damage, and ultimately, failure, can be caused by a variety of conditions, including improper mounting, poor lubrication, and overloading, to name a few. The mode of damage — what actually happened to the bearing as a result of detrimental conditions — is characterized by visible features, such as discoloration, wear marks, or pitting, on the rolling element and raceway surfaces. However, different modes of damage can produce visually similar results, although their causes and long-term effects may not be the same. This is why it’s important to understand the operating conditions when investigating bearing damage, as they can provide additional clues regarding the root cause of the damage. In this article , we will focus on the surface/subsurface initiated fatigue phenomena called spalling.
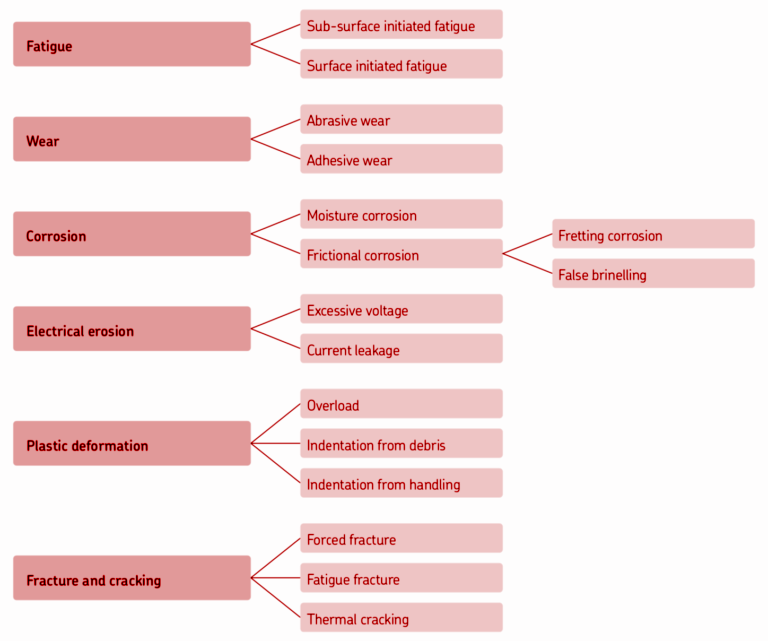
The ISO standard 15243:2017, Rolling bearings – damage and failures – terms, characteristics, and causes, classifies failure modes for rolling bearings made of standard bearing steels. The standard defines six primary damage/failure modes, along with various sub-modes (Fig.1).
Definition of Spalling
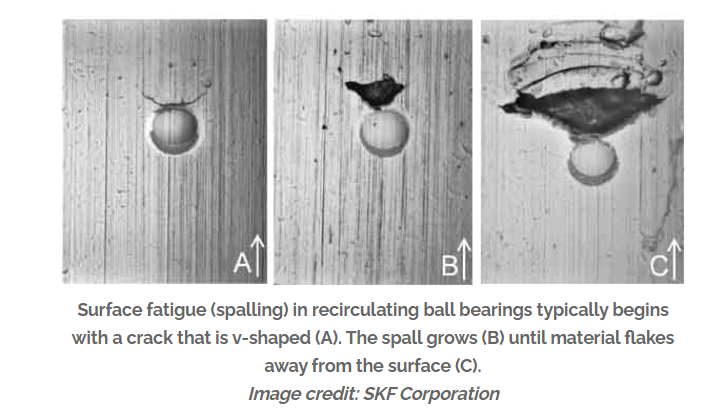
Spalling is the result of surface or subsurface fatigue, which causes fractures to form in the running surfaces. When the rolling elements travel over these cracks, pieces, or flakes, of material break away. (Spalling is also referred to as “flaking,” “peeling,” or “pitting.”)
In the ISO damage/failure modes, spalling occurs in the category of “Fatigue,” under both “Subsurface-initiated fatigue,” and “Surface initiated fatigue.” Spalling damage is progressive (Fig.2) and can indicate that a bearing has reached the end of its fatigue life. In general , Spalling is the pitting or flaking away of bearing material.
This primarily occurs on the races and rolling elements. The many types of primary damage referenced throughout this guide may eventually deteriorate into a secondary spalling damage mode.

3 Modes of Spalling
Three distinct modes classified are stated below :
1. Geometric stress concentration (GSC) spalling.:- The causes include misalignment, deflection or edge loading that initiates high stress at localized regions of the bearing. GSC occurs at the extreme edges of the race/roller paths, or it can also be the result of shaft or housing machining errors.
2. Point surface origin (PSO) spalling :- Very high and localized stress generates this type of damage. The spalling is typically from nicks, dents, debris, etching and hard-particle contamination in the bearing. It’s the most common type of spalling damage and often appears as arrowhead-shaped spalls, propagating in the direction of rotation.
3. Inclusion origin (IO) spalling .:- This damage, in the form of elliptically shaped spalls, occurs when there’s bearing material fatigue at localized areas of sub-surface, non-metallic inclusions following millions of load cycles. Due to improvements in bearing steel cleanliness in recent decades, encountering this type of spalling is unlikely.
The failure manifests itself as a spall that is limited to the width of the running track and the depth of the maximum shearing stress below the contact surface. The spall can be of surface or subsurface origin. A spall originating at the surface usually begins as a crack at a surface defect or at a debris dent that propagates into a crack network to form a spall. A crack that begins at a stress riser, such as a hard inclusion below the running track in the region of the maximum shearing stress, also propagates into a crack network to form a spall.
Fatigue failures that originate below the contacting surface are referred to as classical rolling-element fatigue. Failure by classical rolling-element fatigue is analogous to death caused by old age in humans.

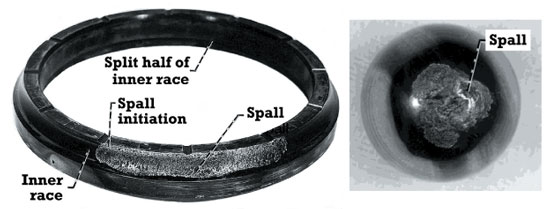
Spalling can occur on the inner ring, outer ring, or balls. This type of failure is progressive and once initiated will spread as a result of further operation. It will always be accompanied by a marked increase in vibration, indicating an abnormality. The remedy is to replace the bearing or consider redesigning to use a bearing having a greater calculated fatigue life.
Pitting & Spalling – Understand the Difference
Even when operating correctly, rolling element bearings will eventually fail as a result of a surface fatigue phenomenon. It starts after some variable time of service as embryonic particles that are liberated from the surface of a race or rolling element in the load zone. Surface fatigue leaves craters that act as stress concentration sites. Subsequent contacts at those sites cause progression of the spalling process.
The duration of satisfactory performance depends largely on the durability of bearing surfaces. Generally, there are three types of surface contact damage that can occur under proper operational conditions: surface distress, fatigue pitting, and fatigue spalling. Other surface damage can occur due to improper mounting or improper operating conditions.
Surface distress appears as a smooth surface resulting from plastic deformation in the asperity dimension. This plastic deformation causes a thin work-hardened surface layer (typically less than 10 µm).
Pitting appears as shallow craters at contact surfaces with a depth of, at most, the thickness of the work-hardened layer (approximately l0 µm), as shown in Figure 5.
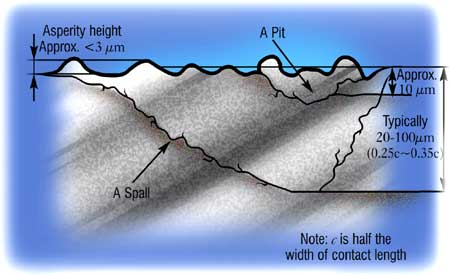
Spalling leaves deeper cavities at contact surfaces with a depth of 20 µm to 100 µm as shown in Figure 2. It must be noted here that no common definitions have been established to distinguish spalling from pitting in the literature.
In most of the literature, spalling and pitting have been used indiscriminately, and in some other literature, spalling and pitting were used to designate different severities of surface contact fatigue. For instance, Tallian defined “spalling” as macroscale contact fatigue caused by fatigue crack propagation and reserved “pitting” as surface damage caused by sources other than crack propagation.
One of the reasons for the confusing definitions is probably due to the fact that the physical causes of pitting and spalling have not yet been established. To discuss spalling and pitting on a common ground, the following discussion rests on the definitions according to the phenomena as described in the foregoing; that is, pitting is the formation of shallow craters by surface-defect fatigue, and spalling is the formation of deeper cavities by subsurface-defect fatigue.
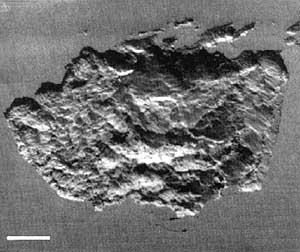
Figure 6 shows an example of advanced fatigue wear. The shaft in this tapered roller bearing was approximately 200 mm in diameter and some of the advanced spalling from multiple sites is 30 mm across.

Figure 7 shows a large single spall some 250 µm across. Initial spall particles are typically 30 µm to 50 µm, but it is common for several particles to be generated from individual spall sites. Note at the sharper crater wall (near the top edge of the spall in this micrograph) there are several cracks associated with the spall.
Though both spalling and pitting are the common forms of surface contact fatigue, spalling results in more rapid deterioration of surface durability when compared to pitting. Spalling often induces early failure by severe secondary damage. It has been repeatedly reported as the more destructive surface failure mode for gear contacts. Such secondary damage can result in roller or race breakage, initiated from a severe spall on the contact surface, as well as friction- or heat-induced surface seizure, or complete spalling over all of the contact surfaces.
Theories of Contact Fatigue
Way’s hypothesis postulated that lubricating oil in a surface crack was trapped when the approaching contact reached the surface opening and pinched the crack closed. As a result, the crack tip was extended by the hydraulic pressure of the oil sealed between the crack surfaces. Subsequent work by Keer and Bryant found that the dominant mechanism for surface-breaking crack growth was Mode II (shear) propagation which contradicts Way’s assumption of Mode I (tension) crack propagation.
Bower performed a fracture-mechanics analysis of crack propagation in the presence of lubricating oil. His results do not appear to support Way’s hypothesis, either. Furthermore, the experimental results obtained by Cheng and others showed that the surface crack growth was very slow.
According to Ding and Kuhnell, surface crack growth can only be in Mode II and can result only in shallow craters.
To better understand spalling/pitting mechanisms, many researchers have also studied the behavior of subsurface cracks under contact loads. Fleming and Suh used fracture mechanics methods to analyze the propagation of subsurface cracks parallel to the contact surface. Their results showed that the stress intensity factors (SIFs) for Mode I and Mode II were quite low.
Kaneta and others studied the growth mechanism of subsurface cracks by numerically analyzing the behavior of a three-dimensional subsurface crack parallel to the contact surface. They concluded that the propagation of subsurface cracks is mainly by Mode II.
More recently, Ding and others studied the behavior of subsurface cracks beneath the pitch line of a gear tooth, focusing on developing a fundamental understanding of the mechanisms of spalling in gears. Using the finite element method, the potential modes of crack propagation and failure were analyzed and the values of the stress intensity factors (SIFs) of the subsurface cracks were below the critical SIF, Kc.
Consequently, ligament collapse at crack tips was hypothesized as the cause of spalling from subsurface cracks. Elastic-plastic finite element analysis was also performed to further evaluate the hypothesis as the failure mechanism of spalling in gears.
According to Ding and Kuhnell, subsurface spalling by crack propagation mechanisms would be too slow. Stress intensity factors for both Mode I and Mode II never exceed the critical stress intensity of crack failure in their study. Therefore, spalling is not caused by crack propagation of subsurface cracks.
Ding and others calculated the mean stress, sm, in a ligament region between the crack tip and the contact surface, and concluded that spalling results from ligament collapse at subsurface crack tips. The angles between the direction of the maximum shear stress and the crack line were 33 degrees at the trailing tip and 53 degrees at the leading tip of the subsurface crack.
Therefore, a spall cavity should have a shallow wall at an angle of approximately 33 degrees at the trailing end and a steep wall of 53 degrees at the leading end of rolling direction. This finding was supported by the results of the experimental evidence as were the spall depth predictions. Figure 8 provides sectioned micrographs of three spall sites.
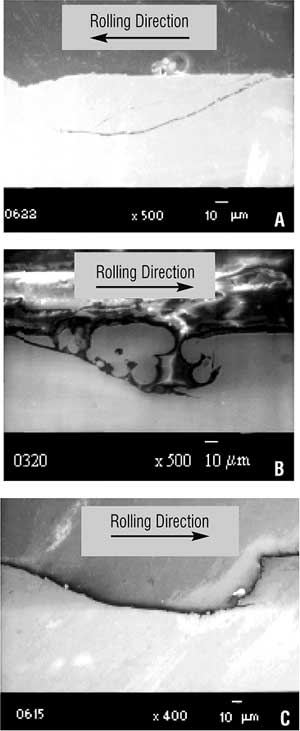
Figure 8a shows a spall site with the material of the potential spall particle(s) still attached. Figure 8b is a spall which has progressed and a number of spall particles have detached. Figure 8c is a cross-section of a spall from which the particle(s) have been liberated. Note the cracks at the steep walls of Figure 8b, Figure 8c and Figure 7. These indicate the readiness for the spalling to continue on subsequent contacts at these sites.
References
- https://www.tribonet.org/wiki/surface-fatigue/
- https://www.linearmotiontips.com/whats-the-difference-between-brinelling-spalling-fretting/
- https://www.pitandquarry.com/determining-types-of-bearing-damage/
- https://www.machinerylubrication.com/Read/664/wear-bearings-gears/
- Keer, L. M., and Bryant, M. D. (April 1, 1983). “A Pitting Model for Rolling Contact Fatigue.” ASME. J. of Lubrication Tech. April 1983; 105(2): 198–205. https://doi.org/10.1115/1.3254565
- Way, S. (February 17, 2021). “Pitting Due to Rolling Contact.” ASME. J. Appl. Mech. June 1935; 2(2): A49–A58. https://doi.org/10.1115/1.4008607
- Ding, Y. and Kuhnell B.T. “The Physical Cause of Spalling in Gears.” Machine Condition Monitoring, The Research Bulletin of the Centre for Machine Condition Monitoring, Vol. 9. Monash University, 1997.
- Lyu, Y., Bergseth, E. & Olofsson, U. Open System Tribology and Influence of Weather Condition. Sci Rep 6, 32455 (2016). https://doi.org/10.1038/srep32455
- BRUNTON, J., FIELD, J. & THOMAS, G. Deformation of Solids By the Impact of Liquids, and its Relation to Rain Damage in Aircraft and Missiles, to Blade Erosion in Steam Turbines, and to Cavitation Erosion. Nature 207, 925–926 (1965). https://doi.org/10.1038/207925a0
Be the first to comment